- ��Ҏ(gu��)�˜� > �ИI(y��)�˜� > ����
- ����
��܇���Ƅ����rƬGB 5763-1998
���������|�����g�O(ji��n)����1998��08��19���� 1999��02��01��ʩ
����
����ǰ��
�������˜ʸ����ձ����I(y��)�˜�JIS D4411��1993����܇���Ƅ����rƬ�c�r�|����GB 5763��86�M����ӆ��
�������˜ʷǵ�Ч����JIS D4411��1993�����˜ʵ���Ҫ���ă��ݡ���Ħ�����ܼ���ԇ�����c�ձ��˜���ͬ�ġ�
�������˜��cGB 5763��86���գ���Щ��Ҫ���g���������ģ�
��������ָ��ֵ���÷���Ӌ����λ��
���������aƷ�H����;�����
��������Ħ�����������ģ�Ҏ(gu��)���c���H�����Ħ��ϵ��(sh��)���������ԇ�ضȕr���̣�
��������Ħ������ԇ�������ģ�
���������z�Ҏ(gu��)�t�������¾�����
����������־�Ͱ��b�ģ�
����������ܛ�ԺͮaƷ��עȡ����
�������˜ʸ��A�����B������ʾ�ĸ�䛡�
�������˜�����Ч֮���𣬴���GB 5763��86��
�������˜��ɇ��ҽ������Ϲ��I(y��)�������
�������˜��ɺ����ƄӲ��ϏS�w�ڡ�
�������˜���݆�λ������Ħ����������˾�����ҽ������Ϲ��I(y��)����ꖷǽ��ٵV�о��OӋԺ��
�������˜���Ҫ����ˣ������ġ������A���Y���塢���d����ʯ־����
�������˜���1986��1���״ΰl(f��)����
�������˜�ί�к����ƄӲ��ϏSؓ؟��ጡ�
����
����1 ����
�������˜�Ҏ(gu��)������܇���Ƅ����rƬ�ķ�����gҪ��ԇ�����z�Ҏ(gu��)�t����־�����b���\ݔ�c�A��ȡ�
�������˜��m������܇���Ƅ����rƬ�����º��Q�rƬ����
[NextPage]
����
����2 ���ؘ�
�������И˜��������ėl�ģ�ͨ�^�ڱ��˜������ö����ɞ鱾�˜ʵėl�ġ����˜ʳ���r����ʾ�汾������Ч�����И˜ʶ�������ӆ��ʹ�ñ��˜ʵĸ�����̽ӑʹ�����И˜����°汾�Ŀ����ԡ�
����GB/T 2828��87 �����z��Ӌ��(sh��)��ӳ���ӱ����m�����B�m(x��)���ęz�飩
����GB/T 9439��88 ���T�F��
����JB/T 7498��94 ɰ��
����
����3 ���
�����rƬ����;�֞����Ҋ��1��
����
������1 �rƬ���
����
����4 ���gҪ��
����4��1 ���^�|��
����4��1��1 �rƬ����ӹ��c���ɹ����p���̶���
����4��1��2 �rƬ�����S�����ѡ����ݡ�����ƽ���N����Ť����Ӱ�ʹ�õ�ȱ�ݡ�
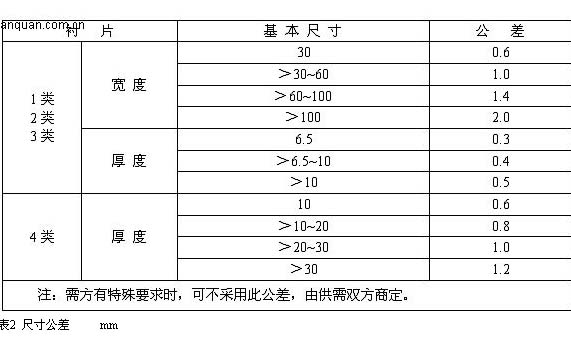
����4��2 �ߴ繫��
�����rƬ�Ļ����ߴ����跽�_�����䌒�Ⱥͺ�ȵijߴ繫����ϱ�2 ��Ҏ(gu��)����
������
����
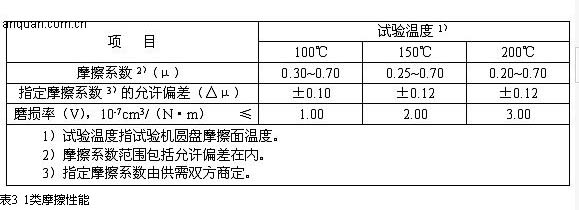
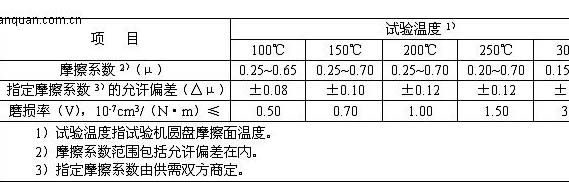
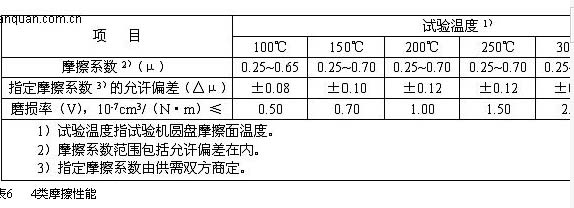
����4��3 Ħ������
����4��3��1 �rƬĦ��ϵ��(sh��)�������Sƫ���ĥ�p�ʣ������ϱ�3~��6��Ҏ(gu��)����
����4��3��2 ԇ��ԇƬ���ó��F(xi��n)�Ѽy�����Ӱ�ʹ�õ�ȱ�ݣ�ԇƬ���A�PĦ���治�������@������
����

����
����5 ԇ��
����5��1 ���^�|����Ŀ�y������������
����5��2 ���Ⱥͺ�ȳߴ��þ���0.02mm�Θ˿��ߜy���������ߴ��ɹ����p���̶���
����5��3 Ħ������ԇ�
����5��3��1 ԇƬ
����5��3��1��1 ԇƬ��ͬһ�rƬ��Ʒȡ2����
����5��3��1��2 ԇƬĦ����ߴ��25mm��25mm�����Sƫ��飭0.2��0mm��
����5��3��1��3 ԇƬ��Ȟ�5��7mm��2��ԇƬ�ĺ�Ȳ���0.2mm���¡�����Ʒ���С��5mm���t����ԭ��ȡ�
����5��3��2 ԇ��O��
����5��3��2��1 ԇƬ�����c���D�S���ĵľ��x��0.15m��
����5��3��2��2 �A�P���|��GB/T 9439�л��T�F��̖HT250��Ӳ����̖H195��180��220HB�����A�P����M��������w������摪��JB/T 7498�����Ȟ�P240ɰ��?zh��)����?/P>
����5��3��2��3 Ħ�������Ԅ�ӛ䛃x�y����
����5��3��2��4 �A�PĦ����ضȣ����º��Q�P�أ��y�����ǰѺ��П��ż���yƬ��8mm��8mm��0.6mm������0.1��0.2N�������ڈA�P��Ħ�������M�У��y��λ�Ñ��ڈA�PĦ����λ���ȵ����ľ��ϣ��ҏ�ԇƬ���������D����50��100mm̎��Ҋ���B��
����5��3��2��5 �ӟ����s�b���ڈA�P���棬�P�ؿ���100~350����M���{����
����5��3��3 ԇ�l��
����5��3��3��1 ԇ�ض����Sƫ����10�档
����5��3��3��2 �A�P�D�ٺ㶨��400��500r/min��
����5��3��3��3 ԇƬ�ĉ�����0.98MPa��
����5��3��3��4 Ħ�������c�rƬ��Ħ��������ͬ��
����5��3��4 ԇ�E
����ȡ2��ԇƬ�b��ԇƬ֧�бۃȣ�����������M��ԇ
����5��3��4��1 ԇƬ��100�������M��ĥ�ϣ������|���_95%���ϡ��þ���0.01mmǧ�ֳߜy��ԇƬ��ȣ���Ȝy������ԇƬ�����Ҝغ��M�С�ÿ��ԇƬ�y5���c��ȡ�����gƽ��ֵ��
����5��3��4��2 ��ԇ�ض�100��r����5.3.3�l���y���A�P���D5000�D���g��Ħ��������5000�D�ֳ�10��20�ȷ֣��y��ÿ250��500�D���g��Ħ������Ħ����5.3.4.1�y��ԇƬ�ĺ�ȡ�
����5��3��4��3 �ڸ���ԇ�ض�150�桢200�桢250�桢300�桢350��r����5.3.4.2�M��ͬ��ԇ�������Ʒ�����ԇ�ضȑ�����3����6��Ҏ(gu��)����
����ע
����1 �ڜy���A�P5000�D���g���A�P�ضȑ���1500�D�ԃ���������Ҏ(gu��)����ԇ�ضȡ�
����2 �A�P�ضȵ�������ԇƬ��Ħ���ᣬ����1500�D�ԃ��_��������Ҏ(gu��)����ԇ�ضȕr�������o���ӟ��b�á�
����5��3��4��4 �����ԇ�ضȜy���Y�������ԇ�ض���ÿ��50��r���y���A�P1500�D���g��Ħ������һֱ�y��100�档���ض��½�����һ�A�Εr����500�D�ԃȡ�
����5��3��4��5 ԇ��ԇƬ��A�PĦ��������^��Ŀ�y��
����5��3��5 Ӌ��
����5��3��5��1 ����ԇ�ضȕr��Ħ��ϵ��(sh��)��ʽ��1��Ӌ�㡣
������=f/F ����������������������1��
����ʽ�У��̡���Ħ��ϵ��(sh��)��
������f����Ħ��������Ħ�����x�ĺ�벿��(w��n)����Ħ������ƽ��ֵ����N��
������F��������ԇƬ�ϵķ�������ԇƬ�ĉ�����ԇƬ��e����N��
����5��3��5��2 ����ԇ�ضȕr��ĥ�p�ʰ�ʽ��2��Ӌ�㡣
����
����ʽ�У�V����ĥ�p�ʣ�cm3/��N•m����
������R����ԇƬ�����c�A�P���D�S���ĵľ��x��0.15m����
������n����ԇ�r�A�P�Ŀ��D��(sh��)��
������A����ԇƬĦ����Ŀ���e��cm2��
������d1����ԇ�ǰԇƬ��ƽ����ȣ�cm��
������d2����ԇ��ԇƬ��ƽ����ȣ�cm��
������fm����ԇ�r��ƽ��Ħ������N��
����ע��ĥ�p�ʣ�V��ԇ�Y�������S��ֵؓ��
����
����6 �z�Ҏ(gu��)�t
����6��1 ���S�z��Ŀ
����6��1��1 ���^�z
����6��1��2 �ߴ�z
����6��1��3 Ħ�����ܙz
����6��2 �M��ԭ�t
������ͬ���|��ͬҎ(gu��)����rƬ�Č��H��؛����һ�����������^��r��Ҳ�ɷֳ�����С����
����6��3 ��ӷ����c�ж�Ҏ(gu��)�t
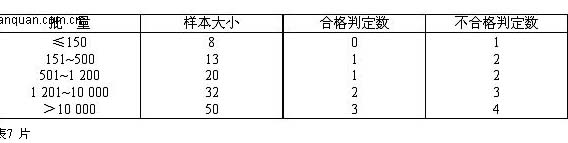
����6��3��1 �rƬ�����^�c�ߴ�ƫ��ęz������S�C��ӷ�������GB/T 2828ʹ�������z��һ�γ�ӷ�����ȡ����z��ˮƽS-4��AQLֵ��2.5����ͬ��������ij�������ϸ����ϸ������ж��������ϱ�7��Ҏ(gu��)����
��
����
����6��3��2 Ħ�����ܙz��8Ҏ(gu��)���S�C��ӡ�
����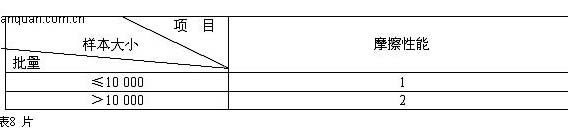
��������ÿ���ӱ����z�ϸt�ж�ԓ���aƷ��ϸ������κ�һ헲��ϸ��ټӱ�ȡ�ӏ����Y��������һ헲��ϸt�ж�ԓ���aƷ�鲻�ϸ�
����
����7 ��־�����b���\ݔ���A��
����7��1 ��־
����7��1��1 �rƬ�ķǹ�������ӡ������S�����̘ˡ����a���¡�
����7��1��2 �rƬ���b�䣨�У������܂���քe�ЮaƷ���Q�������̖Ҏ(gu��)������S����/���̘ˡ���ַ���aƷ��(sh��)����ָ��Ħ��ϵ��(sh��)���z���b���ڼ����˜�̖��
����7��2 ���b
����7��2��1 �rƬ���o�����R���b���坍����Թ����õ��䣨�У��ȡ�
����7��2��2 ÿ�����b�䣨�У��ȑ��b����̖Ҏ(gu��)����ͬ���rƬ�����Ñ���Ҫ�r��Ҳ���b����������rƬ��
����7��2��3 ÿ�����b�䣨�У��ȑ����ЮaƷ�ϸ��C��
����7��3 �\ݔ
�������\ݔ�^���Б�������ʹ�rƬ�ܵ��p�ĺͱ��͡�ˮմ�ۡ�
����7��4 �A��
�����rƬ���A����ͨ�L�������ƽ̹���҃ȡ�
����