- ��ȫ�u�r > ��ȫ�u�r֪�R > ����
- ����
���Ȼ������ȉA�S����ը�¼���������A����ʩ�����¼������
�����\���¼��������ETA�������������Ț�Һ���^�����Ȼ�����ը�ij�ʼԭ�Ķ��ҳ��^�̿��Ƶ�Ҫ�c�Ͳ�ȡ��ʩ���������Ȼ�����ը�l�������ɡ�ͬ�r����Һ�ȳ��b���Ñ�Һ��������ȫʹ��Ҳ�M���˷�����
����늽��}ˮ���@�����Ȼ�������ը���¼������
����1 �¼��������B
�����¼��������Event Tree Analysis,���Q ETA���ǰ�ȫϵ�y���̵���Ҫ��������֮һ����һ�N��ԭ�Y�������϶��µķ�����������һ����ʼԭ���¼������濼�]�ɹ��cʧ���ăɷN�����ԣ�Ȼ�������@�ɷN�����Էքe�����µij�ʼԭ���¼�������^�m������ȥ��ֱ���ҵ����ĽY�� ����ˣ�����һ�N�w�{߉��D���¹ʰl���ĄӑB�lչ�^������������؞����������D�С�
�����¹ʵĮa����һ���ӑB���^�̣��������¼����r�g������^���F�ĽY����ÿһ����ʼԭ���¼������܌��º����������һ���DZ�Ȼ�ĽY��������¼���ǰ�lչ��ÿһ�������ܵ����·�����Ƽs��
������1�� ����Ҏ�̣�
������2�� ��ʧ�`�OӋ�Ͱ�ȫ���o�Oʩ��
������3�� �˙C��Ԓ�Ͳ����ˆT�Ŀ��ƣ�
������4�� ��ȫ����C�ƶȵļs����
������5�� �����l�����Ƽs��
������ˣ�ÿһ�A�ζ��ЃɷN�����ԽY�������_���ȶ�Ŀ�ˡ��ɹ������_�����ȶ�Ŀ�˵ġ�ʧ������
����2 ���Ȼ�����ը�¼������
�����ؑc��ԭ�������S��4.16�����Ȼ�����ը�¹ʣ����9��������3���܂����Ț�й©����15�f����ɢ�������ҽM�����Дࣺ��Ҫԭ�����ȹ����P�O����f��й©̎�Õr�����ˆT�`Ҏ������������߀�Ɣ࣬����ը��ֱ��ԭ����ܾ��Ǵ��ڻ��W���|���Ȼ�����
�����˽����Ȼ����ĺζ�������ο��ƣ��ǽ�Q���}�ĸ����P�I��
�������е�Σ�U���к����رM���и��N���ӵı��F��ʽ�����ı��|���v��֮����������к��ĺ�������ɚw�Y������������к����|ʧȥ���ƃɷ������صľC�����ã�����������������ጷŵĽY����
�����ȉA�S���Ȼ����ı�ը����ϵ�y�д����к����|��Σ�U�����ı��F��ʽ���^ȥ�ȉA��I��һ�Ȍ����Ȼ�������߶���ҕ��ͨ�^���a��ˇ�^�̿��ƣ��ѽ�����Փ�͌��`�ϻ�����Q�����Ȼ����A��ȫ���a�����{��
���������ȉA�S���͵����a��ˇ�^�̣����ÈD1�¼��������
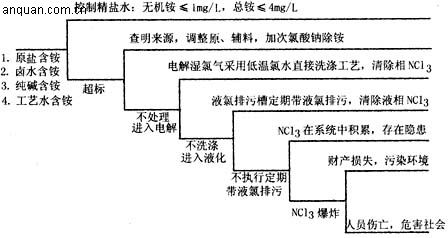
�D1 �ȉA�SNCl3�¼������
���������¼���������¹ʵ������T�l�¼����_ʼ��;��ԭ���¼����Y���¼���ֹ��ÿһ�¼������ɹ����͡�ʧ�����ɷN��B�M�з������ɹ���ʧ���Ľ����c�Q����c���Ø�֦���Ϸ�֦����ɹ��¼������·�֦����ʧ���¼������¼��lչ�������m������ֱ�����Y������K�γ�һ����ˮƽ����M��չ�_�Ę��ΈD��
�������������Y�����������ɹ����¼��^�m������ʧ�����¼��m�������_���ȶ�Ŀ�˵ġ��ɹ����������¹��[����ͬ�r�����������^�̣����Կ��������¼��lչ�^�̣���4���ܵ����ƵIJ��E��ֻ���@�ׂ������B�mʧ���r�ŕ������¹ʵİl������ˣ��¹ʵİl�����dž����؆��}����һ�B��ϵ�y���}��Ȼ�ĽY����
����1966��8��8�գ��㽭ij�Sʹ�ú����@��20g/L���ďU�AҺ����6000m3�}ˮ�����ڰ�ζ̫�����}���кͣ��M��늽��ϵ�y�a����NCl3������1#Һ�����l����ը���¹ʷ�����1#Һ��������δ���ۣ�8��7��ֹͣʹ�ú���s500kgҺ�ȣ��S��Һ�Ȳ�������������Һ����NCl3������߶��l����ը���@һ����߀�f�����Ț�Һ���O���횽�����̎���əz�ޣ����⚈��Һ��������NCl3��s���ڙz���^������ը����
����1994��3��18�գ�ɽ�|ij�SҺ���������l���ı�ը�����ڲ���������ײ����۹��^���аl���ģ����۹�ը�÷��飬���1��������2������1���p����ԭ����ʹ���uˮ���@���ˣ����ϵ�y���Ȼ����e�ۡ��������ײ����۹ܷe�۵Ě���Һ���ڲ���^���г������������c��-34�棩��NCl3��s����ը���@һ����߀�f�����Ț�Һ���O���횽�����̎���əz�ޣ����⚈��Һ��������NCl3��s���ڙz���^������ը����
����1 ���Ȼ������|���a��
�������Ȼ����ڳ��������Sɫ���͠�Һ�w�����c71�棨Һ�ȷ��c��-34�棩�������ܶ�1.65����ȼ��ը�ض�95�档��늽��ꖘOҺpH��2��4�ėl���£����a��NCl3���䷴�����£�
![]()
����NCl3��һ�N�O�ױ�ը�����|�����������ȹ�ˇ�bҺ�ȕr������������Һ�����l�r�����Ȼ����c�ȵķ��xϵ����6��10������������NCl3������1����Һ���������Ȼ���������6��10������NCl3�ִ�����δ���l��Һ�Ț�Һ�С�����������Һ�ȿ����S������Խ��Խ�ٕr���e�������е�NCl3������Խ��Խ�ߣ����^5%�r���б�ը��Σ�U�����Ț�Һ�����a�У�������NCl3��С��5%����NCl3�ߝ�ȕr�H��Ҫ�����������ܰl����ը��Һ�������Ȼ���������0.05%�r�����1tҺ��������ʣ��Һ����10kg���˕r��Һ�������Ȼ����������_5%���@Щ����Һ�w��ȫ���l�r���������Ȼ������Ҳ��5%�����б�ը��Σ�U��
����2 NCl3��N2+ 3Cl2
����2 ���Ȼ�����ըΣ�U����
��������ը�IJ����У������]�y�T���Ó���ײ����Һ�w�_�����ó飩����ˮ��������������ߜصȡ���ը�ķ�����С���e�����y�T�ײ�С��NCl3���ڲ����y�T�r��ը����ը�a���������cNCl3�e�۵ĝ�Ȼ������P����С����o�p�����Q��
�������y��Һ�ȳ��b��������������ɵģ�����Һ�ȉ������ޣ�ֻ�ܲ��ã�Ҏ��45���ˮ������Һ����߉�����Ȼ����bҺ���ƿ�����������ݷe��׃�ėl���£�NCl3��ը�ضȿ��_2128�棬�������_536MPa���ڿ՚��б�ը�ضȼs��1700�棩�����ԣ���ʹҺ����ֻ���������Ȼ������粻ע�������ضȣ�����ˮ���������ӟᣩ�����l�����͕������ش��[�����@�Nԭ������ı�ը�¼��ڇ������l�����𡣲��Äڂ�˹��ֱ�ӌ��ȼӉ����b�ƿ�t��ȫ�����������[�������ǣ��Ñ���ʹ���У�����ֹʹ��ˮ���������ֱ�Ӽӟ��ƿ����Һ�ȣ��ƿ������Ҫʣ��Һ��5��10kg���ƿ�Ƚ�ֹ�a��ؓ�������ϵ��ࣨ���þ��_�ޣ���Һ�ȳ��b��λ��������ϴ�ƿ�ͳ��bǰ�z���ƿ��
���� �����Ȼ����Įa�����ԏ�ԭ���o�Ϲ�ˇ���̵IJ���Ҏ�̵ȷ����M�п��ơ��^�̿��ƺͲ�ȡ���A����ʩ���£�
����1 ԭ���o�ϵĿ���
����1��1 ԭ���}�Ŀ���
���������\ݔ���Ѷ⡢�}���^�̺��@���|��Ⱦԭ�}��
����1��2 �uˮ�Ŀ���
�������Ƶ����}�Vעˮ��ˮ�|���������uˮ���@��
����1��3 ���}ˮ�Ŀ���
�����ڲ��ú�ˮ���}�r���e���r��ʹ�û��ʵļ����������ܱOҕ���ʌ�ˮ�w����Ⱦ�����⻯�}ˮ���@��
����1��4 ���Ƅ��Ŀ���
�����ھ����}ˮ�^�̣����������Ӿ��Ƅ����뺬�@���|��
����2 ��ˇ���̿���
����2��1 ���ƾ��}ˮָ��
�����o�C�@��1mg/L�����@��4mg/L���x��Ĥ늽��}ˮ���^���ξ��ƺ��@�z�yһ��顰O����.
����2��2 �Ӵ������c
�����ھ����}ˮ�мӴ������c���@�����҉��s�՚ⴵ����
����2��3 ������ˮ��sϴ�칤ˇ
�����ð�ʽ��Ti���ύ�Q������ˮ��s���͜���ˮֱ��ϴ��늽�۳����ĝ��Ț⣨�����Ț⣩��
����2��4 ���ú�����ˇ
�������������-����}ˮ-�Ț�Һ�����g��ʽ���ύ�Q��ˇ���������䄩�������c�Ț���|��ͨ��������������ý��һ���nj������l�������������քe�c����}ˮ�ύ�Q��һ���O�丯�gй©��Ҳ�������ȺͰ�ֱ�ӽӽ��|���ɴ˰l���¹ʵĎ��ʺ�С�ģ���
����2��5 Һ�ȷ��x�Ŀ���
�����Ț�Һ�������x�������۲ی�NCl3�ų�ϵ�y���A����̎������
����3 ����Ҏ�̿���
����3��1 ������ȫ����ָ��
�����o�C�@��1mg/L��ÿ�����1�Σ����@��4mg/L��ÿ�ܷ���1�Σ�������r��ۙ���������鰲ȫָ�ˣ�ÿ���ȫ���T�䰸��
����3��2 ������������NCl3�������ó��^60g/L����l�F�������е�NCl3��������80g/L������������������Һ�����ۣ������۴Δ������ӏ��z�y�����������е�NCl3��������100g/L�r������ȡ��ʩ����ԭ��
���������������^�̿��ƴ�ʩ������ÿһ�^���B�mʧ�أ���t�Dz����l���¹ʵġ�
����ͨ�^���Ϸ������Կ��������Ȼ�������ı�ը���Q����żȻ�ġ������ԭ�ϡ���ˇ���̺Ͳ���Ҏ�̷��挦���Ȼ����M�п��ƣ��ӏ��^�̹������Ϳ��Ա�������¹ʵİl����
��һƪ�����I�l��Σ�U���u�r��
��һƪ��FTA������ȼ���¹��е��\��