�~�ܚ⺸����Ҏ��
����1���⺸�����{�����⡢��Ȳ���w�IJ�ͬ��ϱ����ɵõ������桢�������̼�������N���|��ͬ�Ļ��棬���D��
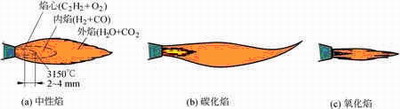
����1�������桡���c��Ȳ���ȼ������ϱ�����1.1~1.2���]�����c��Ȳ�^ʣ���������һ��߀ԭ�ԣ�ȼ�����a����CO2��CO���۳��б��o���ã��ɫ���{��ɫ����ߜض�3050~3150�档���ӕr����оĩ���x�۳�3��5mm.��Ҫ���ں��ӵ�̼䓡��ͺϽ�䓡����t䓡����P䓡����~���a���~���X����Ͻ�ȡ�
����2�������桡�������Ȳ�Ļ�ϱȴ���1.2�����^ʣ���棬�������ԣ���䓼��r���p�a�����׃�ࡣ��ߜض�3100~3300�档��Ҫ���ں����S�~�����~�ȡ�
����3��̼���� ��ϱ�С��1.1����Ȳ�^ʣ�������^����߀ԭ�ԣ������������x��B̼���^��Ě䣬���ӕr�����Ӻ��p������������̼��НB̼�F����鵭��ɫ����ߜض�2700~3000�档���ӕr����о�x�۳�3��5mm.��Ҫ���ڸ�̼䓡�����䓡�Ӳ�|�Ͻ��X�����~���T�F�ȵĺ��ӻ��a��
����2���⺸�O��
����1������ƿ�ݷe40L����������15MPa��������{ɫ�����ᡰ���⡱�����ܺ�ʹ�Õr����ֹմȾ���ۣ����Õr���ƽ���ɿ��������c������ƿ����һ�𣻲��S�ؕ��ô��Է���ը��ʹ������r�����Ì�ƿ������ȫ�����꣬���ّ���100~200kPa���Ա������b����r�����҉m�ͱ�����M�������w��
����2����Ȳƿ�ݷe40L����������1.5MPa.�����ɫ���t�ᡰ��Ȳ���������ɽ��𡱡���ƿ�w���b�н��M��ͪ�Ķ�������ϣ���ʹ��Ȳ�������ְ�ȫ���A����ƿ�ȡ�ʹ����Ȳƿ�r��������������ƿʹ��Ҫ���⣬߀��ԓע�⣺ƿ�w�ĜضȲ��ܳ��^30~40�棻���\���bж����ź�ʹ�Õr�����Q���ŷ��������ڵ������P�Ų�ֱ��ʹ�ã�һ��Ҫʹ�����P�ŵ���Ȳƿ�������ֱ�����oֹ20min�����B����Ȳ�p������ʹ�ã��������܄��ҵ����ӵȡ�
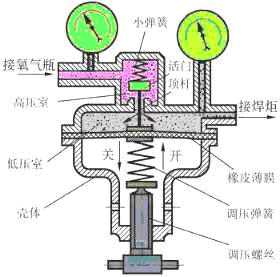
����3���p�������߉����w����͉����w���{���b�á�����ͬ���|�Ě��w������x�÷��ϸ���Ҫ��Č��Üp���� .ͨ�����⺸�r����Ĺ�������һ�㶼���^�ͣ������≺��һ���0.2~0.4MPa����Ȳ������߲����^0.15MPa.��ˣ���회���ƿ��ݔ���Ě��w�������������ʹ�á��p�����������ǽ��͚��w��������ʹݔ�ͽo����Ě��w����������׃���Ա��C�����܉�ȼ�����p�����ڌ��Ú�ƿ�ϑ����b�ι̡����N���w���õĜp��������ֹ�Q�û����á�
����4���ػ��U�������⺸�r�������ں���ĺ�������ȼ�����������w�������㡢��������������̫������x����̫���r�����������Ȳ��·����ȼ�����@�N�����M�뇊�������ȼ���ĬF��Q��ػ�����ػ����ӵ���Ȳƿ���Ϳ�������ը�¹ʡ��ػ��U�������þ��ǽ����ػ���w�����C��Ȳƿ�İ�ȫ��
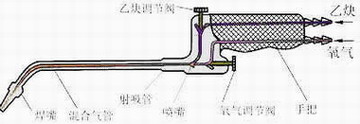
����5�����溸��������nj���Ȳ�����ⰴһ�����������ϣ��ɺ��쇊�����c��ȼ�����a�����w���档���õ�����Ȳ����ʽ������D4-21��ʾ�����N��̖�ĺ�������3~5����С��ͬ�ĺ��죬�Ա㺸�Ӳ�ͬ��ȵĺ����rʹ�á�
����3���⺸���ϼ��ʂ�1�����z�⺸�rҪʹ�ú��z�������٣�һ�N�Ǻ���Ó��Ԫ�صĺ��z����z201��202����һ�N��һ������~�z��ĸ�ĵ��Зl�����Ú℩301�����ۄ����⺸���~�r�����������档
����2���⺸�ۄ��ǚ⺸�rʹ�õ����ۄ����������DZ��o�۳ؽ��٣�ȥ�������^�����γɵ����������Һ�B���ٵ������ԡ�����̼��⣬�������ٲ��ϣ����T�F�����P䓡��͟�䓡��~���X�ȣ��⺸�r���ʹ�Ú⺸�ۄ���
����3����������ʂ��F��ǰ����м����������������������֬���K�P����ȣ�����Ƀ����p�ɂ�10mm�ȵ��F�P�����ۣ����p����ɲ����S��������ˢ��ɰ�����M�д�ĥ��ȥ��������������Ĥ������ۻ��˵��F�ϲ��ܝ���δ��������������棬Ҳ�o�������^�g϶��
����4��������ۿ����ЙC�܄���ƾ������Ȼ�̼�����͡����Ȼ�ϩ���������鼰���������ȥ�����~���~�Ͻ��������50g�������c��50g̼���{��1Lˮ����Һ����ϴ����Һ�ضȞ�60~80��C.�������������ȫ��ˮ����r������������֬��ȥ���Ƀ���
����4�����~�������c1���ߌ����ʵ�Ӱ푡��~�ğጧ���ʱ�̼䓴�7~11���������õĹ�ˇ�����c����ͬ���̼䓲���r���t�~�ĺ��y�ۻ��������ٺ�ĸ��Ҳ���ܺܺõ��ۺϡ�
����2�����ӽ��^�ğ��уA����ӕr���۳��~�c���е��s�|�γɵ����c�����ʹ�~���~�Ͻ�������@�ğ���ԣ��a�����Ѽy��
����3���a�����ȱ�ݱ�̼䓇��صö࣬��Ҫ�ǚ��ס�
����4�����ӽ��^���ܵ�׃���������ֻ��������½������g���½��ȡ�
����5�����~������γ������~���������~���ױ�߀ԭ�Ԛ��w߀ԭ��Ҳ���ױ��F��ȥ�������ֹ�l�����F�����ں����߀ԭ������M���F����ֻ�����\Ԫ�ص��S�~������������������~�������\�ɷN����������\�mȻ���^��������Ҳ���yȥ�����i�S�~����������i���^���������yȥ���������û��ԏ����F���Ա��C�F�ϵĝ����ԡ����ӕr�g��Ҫ̫�L���M��һ����ɡ�
����5���⺸��ȫҪ��⺸�^�����l���ػ����P��Ȳ�y�����P�����y�����������^�mʩ���r���������ۻ�ԭ�۳أ������دB���ֲ�С��6mm.���������r���_�����y���Ⲣ�P�]�����_��Ȳ�y���c������_�����y�{�����档�î����P��Ȳ�y�����P�����y��
����6���⺸��ˇ1�����׃A�ǣ��⺸�r�����c����֮�gҪ�Aбһ���ĽǶȡ��������c�ߣ������ԺõIJ��ϣ��Ƕ�Ҫ��Щ��ʼ���r��Ѹ�ټӟẸ��������80��~90��Ľǣ�Ȼ������u�pС����β�r���pС�A�ǣ�������ߡ����бں�1mm���º��׃A�Ǟ�10�㣬1~3mm��20�㡣
����2�����r�Ȍ����ټӟᵽ���ڠ�B������亸�z�����z�c��������Aб20��~40�㣬�Һ��r���ͺ��zҪ�������[�ӣ��Ա��⺸��ȱ�ݡ����ӕr���M���pС׃�Σ����Ì��Q����ֶη���
����3���������pλ�ò��������IJ������g��
����ƽ����ʹ���ĵ�ĩ���c�������汣��2~6mm�ľ��x��ʩ���rҪ������c���z�ļӟᡣ
�����������ñ�ƽ��С�Ļ������ʣ���������۳ضȣ���ֹҺ�B�����������������σAб���c�����ĽǶȞ�60��~80�㡣
�����M��Ҫ���^С�Ļ������ʣ����������c��������70��~80��A�ǣ�һ���������
�������������^С�Ļ������ʣ��^���ĺ��z������������۳ضȡ��Π�ʹ�С��ʹҺ�B����̎��ճ��������rҪ���Һ��������z��A���c�����ĊA�Ǟ�70��~80�㡣
��һƪ����݆��ȡ�ϙC��ȫ����Ҏ��
��һƪ��ȫ�Ԅӵ��\�C��ȫ����Ҏ��